今日はナイフネタですが、今までサボった分、ちょっと山盛りで紹介します。
で、随分前に勘違いして1回目だけ紹介したのですが、今回から続きを紹介しますね。
第1回目はコチラ。鋼材の切り出しのところでした。
で、続きです。
ザクザクと鉄ノコで切り出したので、切断面はガタガタ。
なので、ここを整えて行きます。

では、続きは下をポチッとな!。
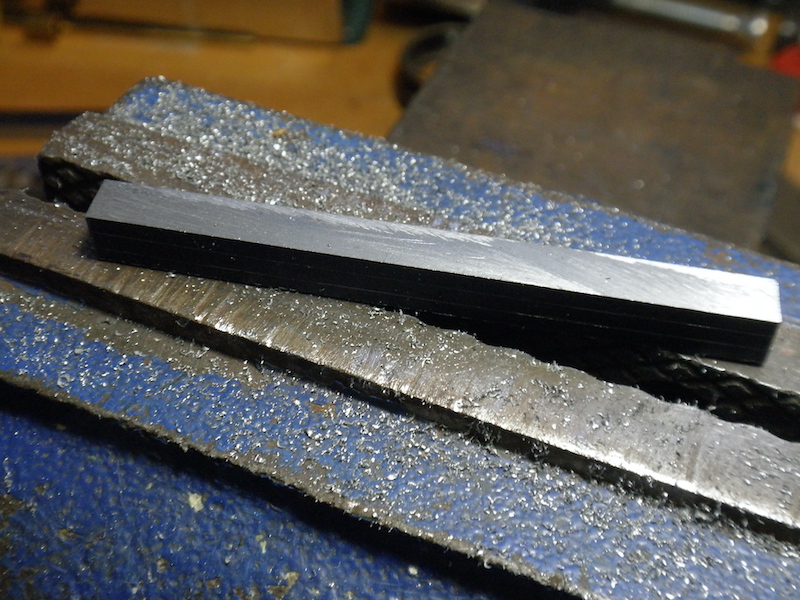
綺麗に慣らしたのがコチラ。
ちゃんとサイズも合わせていますよ。
鋼材の厚みが6mmちょっとなので、幅も6mmちょっととして、正方形の形になる様にしました。
そして、穴あけ。
5×10の時とは違って、ピンをφ2mmとするので、穴あけも2mmです。
穴の間隔は3mmとしました。
そして、ベベルストップを削ります。
前回作ったのは6×6の対角線を通して、ブレードを斜め45度に作り出すものでした。
今回も同じものを作りますが、普通に90度というか垂直というか…まぁ普通のナイフとおなじようなタイプも作ってみます。
ベベルストップはやや太めの丸やすりで作ります。
また、6mmの幅でそのまま削ると…ただの三角形になってしまうので、削り抜く形でベベルを形成します。ブレードの厚みが最大3mmになる様に削り抜きます。

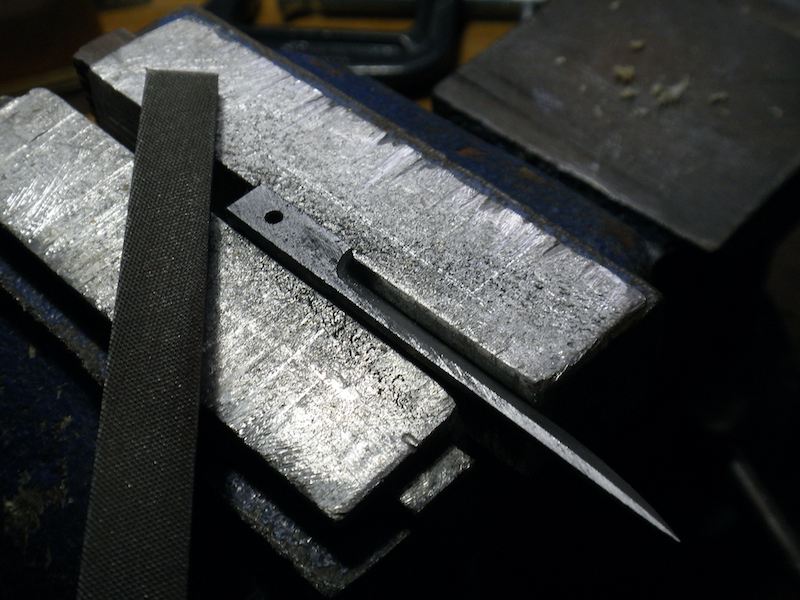
ベベルストップからベベルを削り出したのがコチラ。
色々文章で書くより写真の方がわかりやすいですね。
背のブレード厚みは3mmです。

斜めのブレードより身巾は狭くなりますが、シュッとした細身のカッコ良いブレードができたかと思います。

ちなみに、刃側。
この後、油目や紙やすり掛けでゼロエッジになりましたよ…。

さて、先にお話しした、斜め45度のブレード。
とりあえず、全容はこの後出てきますのでお楽しみに。
で、磨きというか油目で粗目のヤスリをなくしていきます。
とりあえず、固定しやすいところの面から加工して行きます。

さて、ブレードの研磨・磨きに入って行きます。
とりあえず万力に市販の治具(三角の切り込みのある物)で挟み固定し、磨いて行きます。

さてさて、ブレードの研磨は上のやり方でよかったのですが、リカッソ部分の研磨が…。
色々悩んだのですが、万力にCクランプを咥えさせて、固定することとしました。

ここにブレードを咥えると、ちょうどリカッソが良い感じになって磨きやすくなります。

で、焼き入れ前の番手、#600番まで掛けて完成です。

で、斜め45度の2本。普通のノーマルタイプ2本。
計4本を焼き入れに出します。

まぁ、久しぶりなので、ご勘弁。
ではでは、今日はこんなところで。
0 件のコメント:
コメントを投稿